All in one roll forming machine vs Cassette Type roll forming machine: today we are going to make some video to explain to you once the customer said I need that the roller roll forming machine or I need the cassette roll forming machine. sometimes a customer wants to combine their different profile into one single machine. there is some possible way, of course, and there but there is some choice one choice is a cassette and another choice is changing the roller.
but sometimes we will agree to change the roller for the customers for the sometimes we don’t. it depends on their profile what kind of profile the customer wanna make. the other one also depends on the rollers if we complicate one or it’s an easy one to change.
Different roll forming machines can use to make different roll forming products, such as double roll forming machines and all-in-one roll forming machines, etc. However, cassette type roll forming machines always come to people’s minds in some times.
Roll forming machines
suppose there is one new machine and we want to insulate it that the rollers. here we are some measures it’s not a high technology way but it’s, of course, there are some traditional and useful ways. we make some liners to make sure the roller central will be in the same line. in the first step, workers will put their rollers together with the shaft.
and after installation of the rollers, the shaft end of the bearing broke and we had a problem also we have the up layer(up roller) and the down layer(down roller). The second step is how we adjust the shape to qualify.
An all-in-one roll forming machine usually consists of one decoiler, one roll former, one cutter, one control box, one oil pump, and one set of run-out tables, so it would save working space.
Cassette Type roll forming machine
All in one roll forming machine vs Cassette Type roll forming machine: The Cassette Type roll forming machine has several sets of individual cassettes tools, consisting of different rolling tools, shafts and operation stand. cassette type roll forming machine design to produce a variety of cold-formed profile by quickly changing different cassettes and sharing the same machine base.
cassette type roll forming machine is popular because they can assemble different cassettes on the main machine base to roll form different metal products.
ADJUSTING THE GAP BETWEEN ROLLERS: hello, today we’re coming to installation again and setup roll forming machine. it’s a good moment to share with you some special knowledge about setup. we are checking each roller by roller in the middle I’m trying to find out which roller is not in the proper place to adjust it and finalize the system put the mirror down part up part. in our videos, you can how we check in the mirror you see the mirror side you can see the profile inside between the roller and how it going inside like a left and right.
ADJUSTING THE GAP BETWEEN ROLLERS
for ADJUSTING THE GAP BETWEEN ROLLERS you can see the down part of the profile and the gap between profile and down roll up you know the gap, left gap, the size maybe here more easily for you to check, you can see from here you pay attention in the mirror so with one mirror and one line time experience and roll forming adjusting you can adjust the step, here see the left and right the gap should be same I’m showing your engineering and as you find out one thing is not in the proper position by your experience by your material thickness materials you can figure out the adjusting going left or going right.
how to change roller space? Roll Forming Machine is a flexible and continuous process, where both the normal rules and the exceptions utilized. It has been proven several times that the roll forming machine accomplishes roll forming tasks that even seemingly impossible. Between the rollers are spacers, which will reduce the cost of the mill. And easy to adjust to produce a different desired profile with split spacers. in this post you can learn all thing about: how to install rollers for roll forming machines? • Roll Forming Machine Rollers• how to lose shaft and move space sleeve in roll forming machine • How to adjust the rollers of the roll forming machine • How to Change Spacer Multi-Profile of the roll forming machine • Spacer change for multi-profile roll forming machine • Change size by change spacer for roll forming machine • How to Change Roller Spacers of Roll Forming Machine for Different Profile • adjusting the gap between rollers roll forming machine • How to adjust the roller mold width
Roll forming machine operator Set up roll forming systems, which include turnstiles, coil carts, decoilers, strip welders, recoilers, roll forming parts, punch presses, welding systems, various measuring devices,
stock straighteners, various coil feed devices, scrap conveyors, part conveyors, automatic material handling, etc.
the operator Perform die repair such as changing roll form sections, punches, buttons, Sharpen punches and make other repairs as necessary.
Forming Roll Operator Set dies and change rolls to produce quality products.
Metal Roll Forming Machine Operator Jobs
The roll forming Machine Operator will be responsible for operating the equipment.
1.Feed materials into inline forming machines and perform roll changes as necessary. Observe rollforming machine operation to detect workpiece defects or roll forming machine malfunction.
2.Set up all work centers within the department in accordance with established procedures and make necessary adjustments to achieve a part that meets all specifications.
3.Set up duties include but are not limited to; changing molds and dies out of machines, properly securing and connecting utilities to tooling, and installing the proper program into the machine.
4.Feed materials into inline forming machines and perform roll changes as necessary.
5.Remove scrap materials from the machine and dispose of per procedures.
6.Observe machine operation to detect workpiece defects or machine malfunction and report any findings to the Supervisor.
7.Monitor and measure specific characteristics of the product using measuring equipment.
8.Inspect quality of finished product and report any quality issues to Setup/Lead Person or Shift Supervisor.
Roll forming machine Jobs
9.Input accurate daily production information in the computer shop floor data collection system.
10.Assist roll forming operators with job functions such as relieving machinery for scheduled breaks, moving product and scrap to and from work stations, and assisting material handler with moving raw materials to and from work stations.
11.Properly complete all necessary paperwork and forms needed for setup or production.
12.Recommend measures to improve production methods, equipment performance, and quality of the product.
13.Perform all work procedures according to established Quality Management & Environmental Management Systems.
14.Perform job responsibilities and tasks in compliance with Company policies, procedures and safety, and environmental regulations.
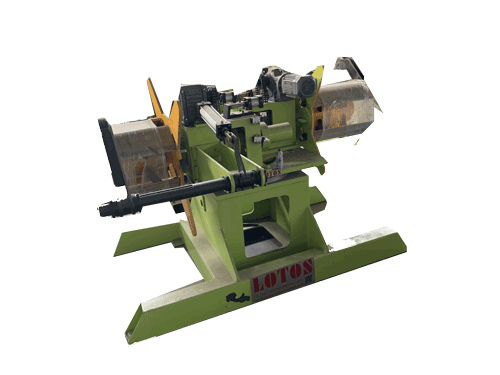
A material handling machine located at the beginning of a production line. decoiler used to hold and safely pay off or uncoil the steel strip. Coiler controls the speed and direction of the strip of metal and is sent to the line for processing, such as slitting or tube mill entry also roll forming entry. Decoiling is the action of unwinding a parent coil, making it flat and cutting it into sheets.
Decoiler machine design
actually, there is a sensor between decoiler and roll forming machine. If the coil is tight, the sensor will let the uncoiler go forward. If the coil is loose, the sensor will let the uncoiler stop. in fact, LOTOS specializes in providing custom-built Manual Decoiler to our customers. De-Coiler offered by us finds application as an accessory machine that is used as support for expanded metal mesh machine.
decoiler or uncoiler use in all roll forming machine such as:
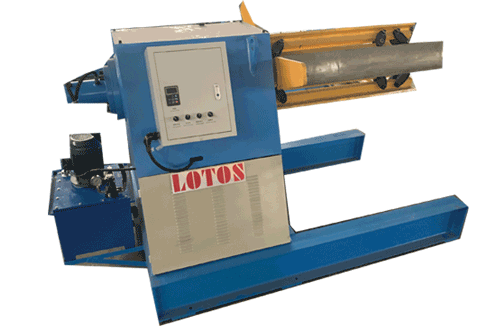
A manual decoiler is cheaper, while a semi-auto decoiler or an auto decoiler may cost Multiply. A manual decoiler consists of welded steel and two bearings; a semi-auto decoiler requires a motor with a reducer, and an auto decoiler has a motor, hydraulic system, frequency inver, and control unit.
We produce all kind of decoiler types such as Automatic Sheet Uncoiler Machine, Automatic motorized Uncoiler Machine, Automatic Decoiling Machine, Automatic Uncoiler, Automatic Uncoiler Machine:
LOTOSFORMING guides and explains many of the common issues encountered in the roll forming process and roll forming operation manual, all factors that contribute to possible problems such as material, design, and manufacture.
roll forming operation manual is a process that developed by gradually bending the metal through a series of roll stands, or passes. Each stand must produce the appropriate amount of deformation for which it was designed. when roll-forming problems occur. it is important to examine each stage of the process and not merely the stand at which the problem initially appears. The goal of a roll forming operation achieves when there is uniform metal deformation throughout the line. Roll forming operation manual design to be reasonable during the operation. If run “popping” throughout the operation, the operation needs to be investigated.
Two basic types of roll forming systems utilize a pre-cut line and a post-cut line. A pre-cut line snips the incoming material to a specific length prior to roll forming operation manual. During post cut line operation, the roll-formed panel runs continuously and shear to the required length after roll forming.
roll-former
Roll forming operation :
MATERIAL
One of the main parameters that define the success of a roll forming operation is the character of the material. for design the optimal process, the designer should provide material information to use prior to the tooling designing such as material mechanical property ranges, gauge tolerances and shape tolerances, different metallic coatings.
ALIGNMENT
Mill alignment is critical. forming rolls and their components must align with each other both horizontally and vertically. The rolls must align both side-to-side and pass-to-pass. Forming material with the gauge either lighter or heavier than that for which the tooling is designed can result in problems. Using material thinner than the designed gauge can lead to finish radii greater than the intended design. This is usually offset by over-tightening the rolls, which causes a decline in tool life.
Processing heavier gauge material than intended can also lead to larger radii than designed. When running thicker material, the tooling will make contact on the side of the tool radii leaving no center contact with the tooling. Since the material is not in proper contact with the tooling, gap differences from side to side become more critical. Small side-to-side roll gap differences can result in a twist, bow or sweep problems.
Roll forming components
SETUP
setup by the roll tooling manufacturer, feeler, or wire gauges is most often used to set the gaps on roll-forming stands. This should ideally be done each time the metal being utilized changes significantly in gauge. Operators must be sure to periodically check for tooling wear or machine wear.
Each stand consists of top and bottom rolls designed to provide the necessary part dimensions. position of the top roll can be adjusted via screws to change the gap between rolls, thereby changing the forming pressure applied to the metal at each stand. The final roll gap adjustment on each stand should always be down to compensate for the gear and bearing tolerances inherent to each stand.
CUT-OFF
Cutoff dies or shears are available in many types and variations. The most common types utilized for roll forming machines are the “slugless crop die” and the “flying shear”, or “cutoff die”.cutoff operation accurately cuts the part to the desired length in a manner that is essential to the continuous operation of the line. Slugless crop dies generally have a short stroke length, possess contoured blades, and rapidly cut-off the finished part. Since the cut-off action is extremely fast, and accurate cut can normally be performed without interruption to the continuous operation of the line. Proper set-up in this type of operation is critical.
Roll forming machine design
Line speeds, die speeds, and die clearances must closely establish and monitor to prevent blade drag. This condition can result in panel buckling. Removal of the buckled panel from the line is time-consuming and may result in damage to the cutoff die, or in extreme cases, to the roll tooling. Even if the part does not buckle to the point that it jams the line, improperly timed cutting can cause problems upstream in the roll former.
Momentary interruptions in the later roll-forming stand, while the initial stands are still driving the material, can result in a wide variety of problems and/or imperfections. Minor buckling in the intermediate stands can result in oil canning type imperfections as well as other twist or dimensional issues in the finished panel. If the line is set-up with extremely loose tooling clearances. the effect of momentary line interruption from the cutoff operation may be seen all the way to the uncoiler. In this instance, the alignment of the entire line becomes integral to the cut-off operation. For example, if the uncoiler is out of alignment, the momentary line interruption could pull the material in a skewed manner from the uncoiler and potentially cause oil canning, twist or sweep problems.
Roll forming stands
A flying shear, or cut-off die, may require an increase in the line speed or panel height configuration. This allows the shear or die to attain the speed of the line prior to the cutoff operation. The timing of the shear is critical in this operation. Momentary interruptions in the latter roll-forming stands, as described above, will generally be larger in magnitude and more serious in nature as the speed of the cut-off operation increases. blade or die should always cut to an approved part. Improperly design/machine tools must avoid because they result in tight clearances, induce blade drag, tool drag, or lose clearances, which result in burrs on the finished panel.
roll forming machine price
Roll forming machine configuration :
With a working knowledge of the roll forming machine configuration and the roll former setup procedures, the root cause of many problems can determine at the plant level. Generally, the most important factor to keep in mind is that roll-forming issues must approach from a systematic point of view. That is, everything must consider from the incoming material properties, lubrication, roll former setup, uncoiler, and cut-off methods to the inspection details of the finished product. All or any of these factors can impact the acceptance of the finished part.
adjusting the roll forming machine :
What are the Tool Gap Settings?
Gaps should initially be set at the material gauge with final adjustments made to achieve the desired final dimensions.
Does It Hold Dimension?
Ensure that the material within the order width and property tolerances. Check the gaps in the overbend stands for proper gauging.
Where Does the Imperfection Appear?
Inspect and check the tooling and gap settings where the imperfection occurs and in the stands upstream. Adjust to appropriate settings.
Are There Tight or Loose Areas on the Finished Panel Radii?
These imperfections typically denote improper tooling adjustment or worn tooling or bearings. Ensure that the tooling has proper gap settings. Inspect the tooling for worn areas. Inspect the line during operation for bearings with excessive movement. Occasionally, a worn bearing will make noise during operation. If bearing wears isolate and is consistently in one stand, it would be prudent to inspect the tooling in the entire line for alignment, wear and proper gap settings.
Roll Forming Systems :
Does the Tooling Run Eccentrically or Wander with Respect to Other Stands?
This is an indication of bent shafts, worn bearings, worn or misaligned tooling. If the tooling visually wanders from side to side, either the bearings are worn or the shaft locknut has come loose, or a shim has worn or fallen out. When the tooling is running in an elliptical pattern (egg shape, or up and down) the shaft itself may be bent. This will require checking the shaft for run-out with a dial indicator for the amount of movement.
This normally indicates dry material, tight clearances, or improper tooling setup. Tooling stands where material slivers and/or debris accumulate should closely monitor, as this can lead to premature wear and finish panel imperfections. Material run with insufficient lubrication (dry areas) will run with increased friction in these areas during forming. This can cause the material to scrape during the roll-forming process, especially on the panel edges. In some cases, running dry material can raise the temperature of the tooling sufficiently to reduce the die clearances from heat expansion.
Tooling that gape to less than the material being formed, or tooling that is out of alignment from stand to stand can also cause this problem. Although it is sometimes not possible to prevent material debris accumulation on some stands. tooling should gape and check for alignment frequently.
Portable roll forming machine
Does the Material Track Properly into and from the Line?
Material that has differential lubrication edge-to-edge, the material with significantly different thickness edge-to-edge or tooling that is out of adjustment can cause tracking issues.
Does the Imperfection Appear at One Stand?
If this is the case, ensure the tooling gape properly at both the imperfection stand and also at the stands prior to where the imperfection occurs.
Does the Cut-Off Operation Run Transparent to the Line?
Drag or an out-of-time cut-off operation can induce a variety of imperfections or problems. In a post-forming cut-off process, the cut-off should not alter the continuous forming of the panel. Dull cut-off dies or knives can impart sufficient drag in the cut-off operation so that the formed panel actually begins to buckle in the cut-off operation. A similar condition is possible if a flying shear is out-of-time with the speed of the forming operation. Both of these conditions should address when they first appear, as permitting them to continue will eventually cause the panel to buckle in the line prior to the cut-off.
Roll forming machine for sale
Successful roll-forming relies on a combination of factors, including material properties, tooling set-up, and roll former operation. As problems arise, it may be difficult to ascertain which factor is negatively impacting the finished panel to the point of rejection. This is why it is imperative to view the roll-forming process from a systematic point of view. With this approach, it is possible to determine the root cause of the problem and take the appropriate corrective course of action.
roll forming machine for sale
You can find all the information about the following :
Shaft and roller design
installation for roll forming machine
Complete video for roll forming down roller adjustment
How to fix roller position on the roll forming machine
In the previous generations, most shops and garages were closed by handmade steel bar doors or corrugated sheet doors. After ROLL FORMING MACHINE comes up to produce door shutter, all doors are changed to shutter slats. It has so many advantages from old-style doors. That here, we explain some good point of Roll-up Shutter Door.
Roller Shutter Door
Shutter Door Repairs
shutter door producing is more fast and easy by shutter roll forming machine; with any rolling shutter door details, shutter roll forming machine can produce within 10 minutes.
Installation for metal shutter door is faster and easy than old doors. Shutter and shutter joined together, and make various height for any Garage Shutter Doors.
For using: open and closed doors, it’s so fast and convinces with roll-up shutter door with tubular motor;
Shutter Door Repairs just check the shutter one by one, only need to change the damaged shutter, not necessary for whole doors replacement.
Not limited with listed advantages, but more benefit will be discovered during daily usage of ROLLING SHUTTER DOORS.
Rolling Shutter Slats
Different types of Door Shutters:
In LOTOSFORMING MANUFACTURE, we mostly do door shutter design based on customer’s requirement, and shutter joint safety standard. But here, we wanna explain some global well-recognized door shutters:
Perforated Roller Shutter: it’s applied punch before forming step;
PolyurethaneFoamed Door Shutter: it’s applied PU Foam inside of shutter, it’s good for Fire-Proof and Sound-Proof. Less noise during rolling up and down;
All steel roller shutter is produced by Shutter Door Roll Forming Machine. In LOTOSFORMING, we use several types of rolling shutter machines based on shutter drawing.
Chain Transmission Rolling Shutter Machine;
Gearbox Transmission PU FOAMED Door Shutter Roll Forming Machine.
Up to Door Shutter Design, LOTOSFORMING engineers design proper rollers and forming steps according to shutter design.
door shutter
Roller Shutter Doors Manufactures
should have a long history on design and produce rolling shutter machines to satisfy the standard requirement for final Foamed Shutters.
LOTOSFORMING ROLL FORMING Machine Manufacture has more than 50-year remarkable experience on Rolling Shutter Making Machine.
Shutter Patti Machine is including decoiler, forming stations, hydraulic cutting unit, and PLC control system, and finished output table.
For Rolling Shutter Raw Material, different material could be applied, such as aluminum, galvanized(GI), color coated steel (PPGI) and PVC coated steel, and stainless steel (S.S) and so on.
Mostly, Shutter Door Roll Forming Machine, LOTOSFORMING install lubrication oil feeding device on the roll forming machine input, to mop the material with rollers to protect shutters material coated surface.
For any further question and inquiry, for shutter roll forming machine design and proposal, you may feel free to contract with LOTOSFORMING Roll Forming Machine Manufacturer.
Here is a proposal for welded pipe or square profile also called tube mill production line. Tube mill production line as you can see from name included several different parts and machine to become a complete line.
tube mill production line
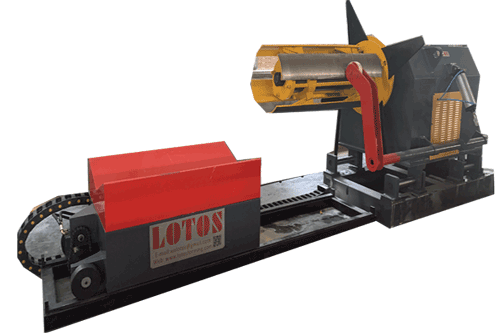
1-Decoiler: Tube mill line will start from Decoiler, to open steel coil to a sheet for forming and processing. uncoiler or Decoiler has several different types: HYDRAULIC or MANUAL or MECHANICAL or SINGLE SIDE or DOUBLE SIDE, AND SO ON SO MOSTLY LOTOSFORMING uses double side hydraulic uncoiler for tube mill production line.
double head hydraulic uncoiler
Tube manufacturing processes for seamless and welded tubes
2- shearing and butt welding machine: after decoiling steel coil mostly line has shearing and butt welding machine. its simple and small machine for shears the end of steel strips and welded both sides of steel strips to make tube mill line continuously. Also, some line does shearing and welding without a machine, with simple welding tools.
shearing and butt welding machine
3- steel raw material accumulator: its mostly use for storage steel strips before forming because forming speed and working is not same all times and raw material should have stable feeding for continues welding and processing. Tube mill line accumulating from LOTOS has 2 different styles.
horizontal accumulator
A: horizontal round material accumulating that has 2 AC motor, one for feeding steel strips from decoiler and secondary for driving accumulating, estimate OD of this part of tube mill line is 5 meter.
vertical accumulator
B: Vertical material accumulator it also has 2 AC motor, one for feeding raw material from decoiler to accumulator and another one for driving material accumulator. Selecting accumulator is based on customer producing area and budget.
Stainless Steel Pipe Making Machine
4- forming stations: this part of tube mill line is similar with Roll forming machines, but except horizontal shaft and roller it also forms material by vertical roller, to make tube shape and ready for welding. LOTOSFORMING mostly use 7-10 stations drive by heavy gears for forming.
forming stations
5- pre-welding Guide and squeeze roller: this station is really important to make straight steel pipe seam for welding. this part makes sure pipe seem to inter to welding position flatly and squeeze roller make pressure both side of the tube to ensure the seam gap.
guide and scraper
6- high-frequency welding: as you know this kind of welding is without electrode by high-frequency welding HF WELDER has several types by power LOTOS FORMING USE 200-400 ampere. this part of tube mill line includes serval different parts, such as Overall control table, Speed adjustor, Rectifier cabinet, Inverter output cabinet, Water-water cooling device (air-water cooling device) and so on plz refer to figure for all parts.
high-frequency welding accessories
squeeze roll and welding induction coil
7- scraper tools: to scrap welded seam, we can also scrap inside and outside of the tube to have a smooth surface for welded tubes.
8: Zinc spraying machine: this is optional for customers, but for making galvanized tube mill by galvanized steel we add zinc spraying machine after HF welding to coat the welding seam by Zinc spray. This machine uses zinc wire diameter 1.5-3 mm to MELT and spray zinc on the welded seam.
zinc spraying machine
Tube making process
10- Sizing stations: formed pipe after welding come to sizing stations to control size accuracy. Also for making the square profile in this station, we form welded pipe to various square profile. all horizontal and vertical roll stand drives by Spiral bevel gear, by a separate 40Cr shaft.
sizing stations
11- final straightening: these 2 stations straight pipe or profile by Turk’s head type, and 360°rotary after sizing to reach the required straightness before cutting.
rolling mill
12: CNC controlled cold cutting saw: by tube mill forming speed near 70 meters per minute we definitely need flying the cutting saw to reach back point on this speed. LOTOSFORMING has 2 types of the cutting saw: one is normal another is a cold cutting unit.
Cold cutting unit advantages it makes a finished profile without burr, to has the best accuracy and less cutting noise some industry required cold cutting saw.
cold cutting unit for tube mill production line
13: run out table and packing system: finally after all processing to make steel tube or steel square profile we go to pack products for storage and shipping. LOTOS FORMING has several different packing systems for tube mills line, it’s up to customer requirement. here you can see the picture of automatic run out table and packing unit for square profiles.
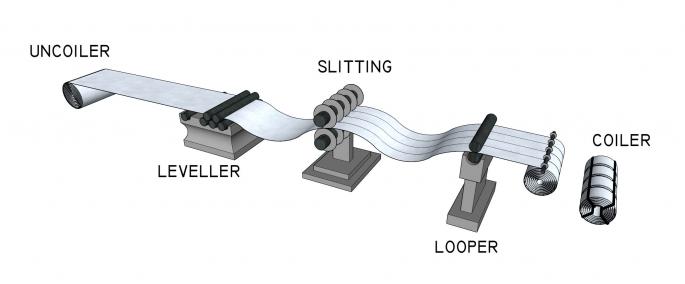
Rotary steel slitting is now widely used for distributing a wide strip into some of the narrow strips or for modification wide sheet metal stock. However, with a conventional slitting process, burr formation on the slit edge is inevitable.
Burr formation is a common sheet metal defect and Burr control / deburring is an important issue for industrialists and engineers. It produces in all shearing & cutting operations. In sheet metal parts burr is usual but after a specified limit, it takes a form of defect. This leads to rework and the quality problem of a part. So controlling this defect is the issue of quality as well.
This post describes what are the possible causes & how can we prevent them. Except for die & punch clearances, there are still many factors that affect the burr formation.
All the sheet metal industries are heavily affected by the burr problem, indicating the study of all the possible causes and remedies. This paper also clears that what practices can increase the tool life & how long we produce “burr-free” parts. It includes the selection of the best materials and methods for „press tools‟, „tool
Study of all factors causing BURR
Sheet metal parts play an important role in the automotive industry. Different types of reinforcement, body parts, and door parts are manufactured in sheet metal scope. With every manufacturing process, there are some defects associated with the same. In the same manner in sheet metal components, there are also many types of defects that arise in different processes. But out of these defects, the most common and prominent defect is a burr. This defect has no. of cost-effective impacts as follows.
Adding unnecessary processes i.e. rework
Production loss
Quality issues
Risk of a defect being passed to “customer”
Affecting 5-S
Application of sheet metal components includes Aircraft industry, Automobiles, Construction work, and many other applications such as appliances.
Causes of Defects Burr In Sheet Metal
Identify Cause /Reason /Countermeasure
Identify Cause: Operator awareness
Reason: The operator is not locating the part in a specified location gauge. Feeding of double
parts/sheets which can damage the sharp edge of die and punch. This leads to burr formation.
Countermeasure: Training has to be provided
Identify Cause: Skill of Operator
Reason: The operator should be capable to grasp the given training. Due to the absence of skill, he will repeat the mistake thus it increases the chance of an accident.
Countermeasure: The operator should be according to process criticality
what factors produced BURR in steel slitting?
Identify Cause: Raw material grade & thickness
Reason: Due to die & punch clearance is dependent on raw material thickness. So it is important to feed actual sheet thickness material. If we select a sheet having less thickness than the actual then in this condition clearance between die & punch will be more and at the time of cutting proper shearing & breakage will not be produced. Thus burr will be formed. As well if we will use higher sheet thicknesses then less clearance will be maintained or no clearance thus cutting process will be interrupted and heavy accidents will go on.
Countermeasure: Proper control of raw material should be taken place by the RI department. Also, quality & production supervisors should be ensuring about the RM before feeding in a tool. For proper implementation of the above idea, this should be converting into a system.
Identify Cause: Part handling
Reason: The method is directly related to Man i.e. operator
resource. In absence of proper handling or part loading method into the tool may cause burr. Sometimes part trim/edge get damage due to unsafe part handling or movement.
Countermeasure: An operator should sufficiently train
STEEL SLITTING PROBLEMS include; edge waves, crossbow, knife marks, burrs, camber, and inconsistent slit widths. some of these issues may be creat by poor material quality, but more often caused by disorders which happen in the system during the coil slitting process. LOTOSFORMING discuss slitting problems and present solutions to reduce possible problems.
PROBLEM / POSSIBLE CAUSE
What arises Problems during metal slitting?
How to avoid slit-in coil slitting problems?
Many issues can happen in steel slittings such as poor edge quality, edge burr, edge wave, camber, crossbow, knife marks, and slit width.
Too much BURR generated from slit process
Too Much side pressure
Wrong main shaft angle
Excessive blade penetration
Dull or incorrectly resharpened blades
Slitter shaft vibration in high speed
Burr is an edge fault that accrues during slitting. The primary cause of burr is a horizontal knife clearance that is very tight or very weak. A wrong clearance spontaneously causes a poor-quality edge. In fact, one of the specifications of a poor-quality edge is a burr.
Top knives chipping
Too Much side pressure
Too little blade overlap
Radial runout in the top knife
Top knife jumping out during operation
Extensions to the COIL STEEL SLITTING PROBLEMS :
Blade life too short
Blade incorrectly resharpened (burred cutting edges – heavy burrs)
Excessive blade penetration too deep – too shallow



 how to change roller space? Roll Forming Machine is a flexible and continuous process, where both the normal rules and the exceptions utilized. It has been proven several times that the roll forming machine accomplishes roll forming tasks that even seemingly impossible. Between the rollers are spacers, which will reduce the cost of the mill. And easy to adjust to produce a different desired profile with split spacers. in this post you can learn all thing about: how to install rollers for roll forming machines?
how to change roller space? Roll Forming Machine is a flexible and continuous process, where both the normal rules and the exceptions utilized. It has been proven several times that the roll forming machine accomplishes roll forming tasks that even seemingly impossible. Between the rollers are spacers, which will reduce the cost of the mill. And easy to adjust to produce a different desired profile with split spacers. in this post you can learn all thing about: how to install rollers for roll forming machines?