

Burr formation in Rotary steel slitting:
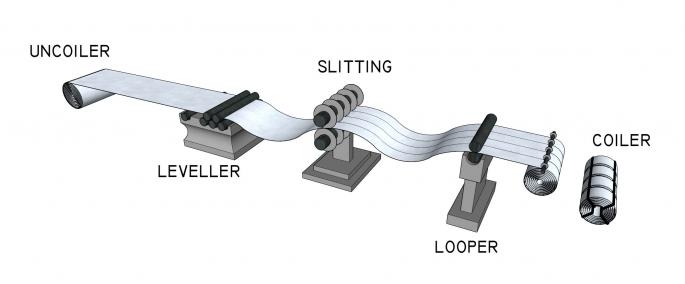
Rotary steel slitting is now widely used for distributing a wide strip into some of the narrow strips or for modification wide sheet metal stock. However, with a conventional slitting process, burr formation on the slit edge is inevitable.
Burr formation is a common sheet metal defect and Burr control / deburring is an important issue for industrialists and engineers. It produces in all shearing & cutting operations. In sheet metal parts burr is usual but after a specified limit, it takes a form of defect. This leads to rework and the quality problem of a part. So controlling this defect is the issue of quality as well.
This post describes what are the possible causes & how can we prevent them. Except for die & punch clearances, there are still many factors that affect the burr formation.
All the sheet metal industries are heavily affected by the burr problem, indicating the study of all the possible causes and remedies. This paper also clears that what practices can increase the tool life & how long we produce “burr-free” parts. It includes the selection of the best materials and methods for „press tools‟, „tool
Study of all factors causing BURR
Sheet metal parts play an important role in the automotive industry. Different types of reinforcement, body parts, and door parts are manufactured in sheet metal scope. With every manufacturing process, there are some defects associated with the same. In the same manner in sheet metal components, there are also many types of defects that arise in different processes. But out of these defects, the most common and prominent defect is a burr. This defect has no. of cost-effective impacts as follows.
- Adding unnecessary processes i.e. rework
- Production loss
- Quality issues
- Risk of a defect being passed to “customer”
- Affecting 5-S
Application of sheet metal components includes Aircraft industry, Automobiles, Construction work, and many other applications such as appliances.
Causes of Defects Burr In Sheet Metal
Identify Cause /Reason /Countermeasure
Identify Cause: Operator awareness
Reason: The operator is not locating the part in a specified location gauge. Feeding of double
parts/sheets which can damage the sharp edge of die and punch. This leads to burr formation.
Countermeasure: Training has to be provided
Identify Cause: Skill of Operator
Reason: The operator should be capable to grasp the given training. Due to the absence of skill, he will repeat the mistake thus it increases the chance of an accident.
Countermeasure: The operator should be according to process criticality

what factors produced BURR in steel slitting?
Identify Cause: Raw material grade & thickness
Reason: Due to die & punch clearance is dependent on raw material thickness. So it is important to feed actual sheet thickness material. If we select a sheet having less thickness than the actual then in this condition clearance between die & punch will be more and at the time of cutting proper shearing & breakage will not be produced. Thus burr will be formed. As well if we will use higher sheet thicknesses then less clearance will be maintained or no clearance thus cutting process will be interrupted and heavy accidents will go on.
Countermeasure: Proper control of raw material should be taken place by the RI department. Also, quality & production supervisors should be ensuring about the RM before feeding in a tool. For proper implementation of the above idea, this should be converting into a system.
Identify Cause: Part handling
Reason: The method is directly related to Man i.e. operator
resource. In absence of proper handling or part loading method into the tool may cause burr. Sometimes part trim/edge get damage due to unsafe part handling or movement.
Countermeasure: An operator should sufficiently train