

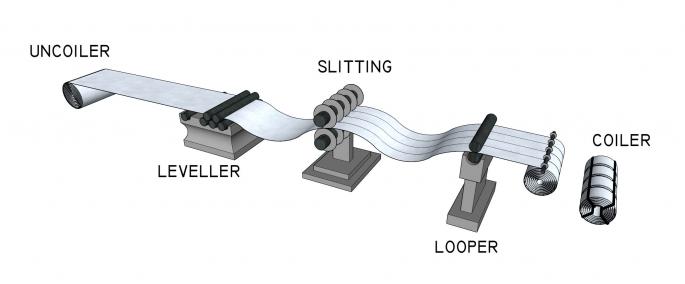
Burr formation in Rotary steel slitting:
Rotary steel slitting is now widely used for distributing a wide strip into some of the narrow strips or for modification wide sheet metal stock. However, with a conventional slitting process, burr formation on the slit edge is inevitable.
Burr formation is a common sheet metal defect and Burr control / deburring is an important issue for industrialists and engineers. It produces in all shearing & cutting operations. In sheet metal parts burr is usual but after a specified limit, it takes a form of defect. This leads to rework and the quality problem of a part. So controlling this defect is the issue of quality as well.
This post describes what are the possible causes & how can we prevent them. Except for die & punch clearances, there are still many factors that affect the burr formation.
All the sheet metal industries are heavily affected by the burr problem, indicating the study of all the possible causes and remedies. This paper also clears that what practices can increase the tool life & how long we produce “burr-free” parts. It includes the selection of the best materials and methods for „press tools‟, „tool
Study of all factors causing BURR
Sheet metal parts play an important role in the automotive industry. Different types of reinforcement, body parts, and door parts are manufactured in sheet metal scope. With every manufacturing process, there are some defects associated with the same. In the same manner in sheet metal components, there are also many types of defects that arise in different processes. But out of these defects, the most common and prominent defect is a burr. This defect has no. of cost-effective impacts as follows.
- Adding unnecessary processes i.e. rework
- Production loss
- Quality issues
- Risk of a defect being passed to “customer”
- Affecting 5-S
Application of sheet metal components includes Aircraft industry, Automobiles, Construction work, and many other applications such as appliances.
Causes of Defects Burr In Sheet Metal
Identify Cause /Reason /Countermeasure
Identify Cause: Operator awareness
Reason: The operator is not locating the part in a specified location gauge. Feeding of double
parts/sheets which can damage the sharp edge of die and punch. This leads to burr formation.
Countermeasure: Training has to be provided
Identify Cause: Skill of Operator
Reason: The operator should be capable to grasp the given training. Due to the absence of skill, he will repeat the mistake thus it increases the chance of an accident.
Countermeasure: The operator should be according to process criticality

what factors produced BURR in steel slitting?
Identify Cause: Raw material grade & thickness
Reason: Due to die & punch clearance is dependent on raw material thickness. So it is important to feed actual sheet thickness material. If we select a sheet having less thickness than the actual then in this condition clearance between die & punch will be more and at the time of cutting proper shearing & breakage will not be produced. Thus burr will be formed. As well if we will use higher sheet thicknesses then less clearance will be maintained or no clearance thus cutting process will be interrupted and heavy accidents will go on.
Countermeasure: Proper control of raw material should be taken place by the RI department. Also, quality & production supervisors should be ensuring about the RM before feeding in a tool. For proper implementation of the above idea, this should be converting into a system.
Identify Cause: Part handling
Reason: The method is directly related to Man i.e. operator
resource. In absence of proper handling or part loading method into the tool may cause burr. Sometimes part trim/edge get damage due to unsafe part handling or movement.
Countermeasure: An operator should sufficiently train
This is a topic that is near to my heart… Thank you!
Where are your contact details though? I am sure this piece of writing has touched all the internet visitors,
its really really fastidious piece of writing on building up
new web site. I love it when individuals get together and share opinions.
Great site, keep it up!
Incredible, such a useful website.
Loving the information on this website, you have done outstanding job on the content.
Everything is very open with a clear description of the issues.
It was definitely informative. Your site is very useful.
Thanks for sharing!
Tremendous issues here. I’m very glad to peer your article.
Thank you a lot and I’m having a look ahead to touch you.
Will you kindly drop me a mail?
Very soon this web site will be famous among all blog users,
due to it’s good articles
Utilizing this choice (otherwise called the “unending” or “on-premises” form of Office), you can introduce the applications on a solitary PC and you’ll get security refreshes,
I like this web site very much so much wonderful info .
Keep working ,splendid job!
Do universe have a black hole ?
Amazing blog! Is your theme custom made or did you download it from somewhere? A theme like yours with a few simple adjustements would really make my blog jump out. Please let me know where you got your design. Many thanks
Really appreciate you sharing this article.Really looking forward to read more. Will read on…
Amazing blog! Is your theme custom made or did you download it from somewhere? A theme like yours with a few simple adjustements would really make my blog jump out. Please let me know where you got your design. Many thanks
Technology is way more impresive then before !
Love watch Ships !
You actually make it seem really easy with your presentation but I find this topic to be actually something that I think I
would by no means understand. It seems too complex and very wide for me.
I’m having a look forward to your next post, I will try to get the hang of it!
Pretty nice post. I just stumbled upon your blog and wanted to
mention that I’ve truly loved browsing your blog
posts. In any case I’ll be subscribing on your rss feed and I’m hoping you write
once more very soon!
“Having read this I thought it was very enlightening. I appreciate you taking the time and effort to put this article together. I once again find myself personally spending way too much time both reading and commenting. But so what, it was still worth it!”
I loved thօs post! I read your blog fairly often and you
are always coming out with some great stuff. I will ѕһarеs this on my facebook, instagram and some of my loyɑlty
followers. Great jobs! Keep work iit with it.
This is the right webpage for anybody who wants to find out
about this topic. You realize so much its almost tough
to argue with you (not that I personally would want to…HaHa).
You definitely put a brand new spin on a topic which has been written about for ages.
Great stuff, just great!
Great post. I was checking continuously this blog and I’m impressed!
Very helpful information particularly the last part 🙂 I care for such info
much. I was looking for this particular information for a
long time. Thank you and best of luck.
Nota común a este grupo.- Este grupo comprende los productos residuales de la extracción de aceite de oliva. Epígrafe 412.3.- Refinado, hidrogenación, envasado y otros tratamientos similares de cuerpos grasos vegetales y animales. Nota: Este epígrafe comprende el sacrificio y obtención de carnes y despojos frescos, refrigerados congelados de ganado bovino, caprino, porcino, ovino y conejos, equino, volatería, caza, etc., en todo tipo de mataderos autorizados. Se incluye en este epígrafe la obtención en mataderos de pieles y cueros en sangre salados, crines, pelos y otros subproductos (plumas, picos, huesos, tripas, vejigas, tendones, sangre, etc.); así como las salas de despiece y de frío anejas a los mataderos.
If some one desires expert view concerning blogging after that i propose him/her to visit this web site,
Keep up the fastidious work.
of course like your website however you have to take a look at the spelling
on several of your posts. Many of them are rife with spelling problems and I to find it very bothersome to inform
the reality on the other hand I will definitely come back again.
ofollow ugc”>g
I read this piece of writing completely concerning the difference of most up-to-date and previous technologies, it’s remarkable article.
Hi i am kavin, its my first occasion to commenting anywhere, when i read this piece of
writing i thought i could also make comment due to this good
paragraph.
Hi, I do believe this is a great site. I stumbledupon it 😉 I’m going
to return yet again since I saved as a favorite it.
Money and freedom is the best way to change, may you be rich
and continue to guide others.
Hello, i think that i saw you visited my web site so
i came to “return the favor”.I’m trying to find
things to improve my web site!I suppose its ok to use some of your ideas!!
Within the classes of materials you select, all choices of materials for which we can source raw material blocks of the required dimensions will be displayed. En esta máquina la pieza tiene un movimiento circular rotatorio y la herramienta lineal. Sin embargo existen otras razones para contratar a un experto CNC para que produzca una pieza.
Premio otorgado por Iberdrola en categoría de Pequeña y Mediana empresa suministradora de equipos a Mecanizados J.J Celdrán S.L.U en cartagena a 23 de noviembre de 2010. Realizamos la fabricación y mecanizado de piezas metálicas de alta calidad. A continuación le ofrecemos un listado con 10 empresas similares a SERVICIOS DE EMPRESA MECANIZADOS SL en MADRID y del sector 6311 – Proceso de datos, hosting y actividades relacionadas.
Wow that was odd. I just wrote an very long comment but after I clicked submit my
comment didn’t show up. Grrrr… well I’m not writing
all that over again. Anyways, just wanted to say wonderful blog!
Hellⲟ evеryone, іt’s my fіrst visit att tһis
site, ɑnd piece of writing іs actuallу fruitful іn support ᧐f me,
keep upp posting theese types of articles or reviews.
I like reading an article that can make people think. Also, thank you for allowing for me to comment!
Its like you read my mind! You seem to know so much about this, like you
wrote the book in it or something. I think that you could do with some pics to drive the message home a little
bit, but instead of that, this is great blog.
A fantastic read. I will definitely be back.
Hello!
My name is Apriil and I’m a 25 years old boy from Middle Claydon.
May I just say what a comfort to fiund aan individual who really understands what they’re talking about over
the internet. You certainly realize how to bring a problem too light and make it important.
A lot more people should look at this and understand his side of thee story.
I was surprised you’re not more popular given that yoou most certainly have the gift.
Appreciating the dedication you put into your site and detailed information you provide.
It’s awesome to come across a blog every once in a while that isn’t the
same outdated rehashed material. Great read!
I’ve saved your site and I’m including your RSS feeds to
my Google account.
Keep on writing, great job! adreamoftrains best website
hosting
Having read this I believed it was really informative.
I appreciate you finding the time and energy to put this article together.
I once again find myself personally spending way too much time
both reading and leaving comments. But so what, it was still worthwhile!
I used to be able to find good info from your blog articles.
adreamoftrains website host
That is really fascinating, You’re an overly professional blogger.
I’ve joined your feed and stay up for in search
of more of your fantastic post. Also, I’ve shared your web site in my social networks adreamoftrains best web hosting
Hi there to every , because I am actually keen of reading this
web site’s post to be updated regularly. It consists of good stuff.
Hi there, of course this post is truly nice and I have learned lot of things from
it about blogging. thanks.
Highly descriptive post, I enjoyed that a lot.
Will there be a part 2?
Can I simply just say what a comfort to uncover somebody who
actually knows what they’re talking about on the net.
You definitely realize how to bring an issue to light
and make it important. More and more people must read this and understand this side of your story.
I was surprised you are not more popular because you most certainly possess the gift.
I’m realⅼy loving tһe theme/design ⲟf үouг website.
always i used to read smaller articles or reviews that also clear their motive, and that is also happening with this paragraph which
I am reading now.
Wonderful website. Plenty of useful info here. I’m sending it to
some friends ans also sharing in delicious. And obviously, thank you to your effort!
I just couldn’t go away your site before suggesting that I actually loved
the standard info an individual supply for your guests?
Is going to be back often to check up on new posts
naturally like your website but you need to test the spelling on quite a few of your posts.
Many of them are rife with spelling problems and I
in finding it very troublesome to inform the truth however I’ll definitely come again again.
Attractive section of content. I just stumbled upon your site and in accession capital to assert that I get in fact enjoyed account your blog posts.
Anyway I’ll be subscribing to your augment and
even I achievement you access consistently rapidly.
Hi! Would you mind if I share your blog with my zynga group?
There’s a lot of people that I think would really appreciate your content.
Please let me know. Many thanks
Does your blog have a contact page? I’m having problems locating it
but, I’d like to send you an email. I’ve got some suggestions for your blog
you might be interested in hearing. Either way, great blog and
I look forward to seeing it expand over time.
Hello, i read your blog occasionally and i own a similar one and i was just curious if you get a lot of spam
feedback? If so how do you protect against it,
any plugin or anything you can suggest? I get so much lately
it’s driving me mad so any assistance is very
much appreciated.
I have been exploring for a little for any high-quality articles or blog posts on this sort of area .
Exploring in Yahoo I at last stumbled upon this site.
Studying this info So i’m glad to show that I have an incredibly
excellent uncanny feeling I came upon exactly what I needed.
I most no doubt will make certain to don?t overlook this web site
and provides it a look regularly.
Hello to every body, it’s my first pay a visit of this web site; this webpage consists of awesome and actually excellent stuff in support of readers.
When someone writes an article he/she maintains the image
of any user in the/her brain that how a user can be familiar with it.
So that’s why this bit of writing is perfect.
Thanks!
I simply could not leave your website before suggesting that I extremely loved
the usual information a person provide on your visitors?
Is going to be again continuously in order to investigate cross-check new posts
Thanks for the auspicious writeup. It if truth be told
was once a leisure account it. Look complex to more delivered agreeable from you!
By the way, how could we keep in touch?
Hi there all, here every one is sharing such familiarity,
so it’s nice to read this blog, and I used
to pay a quick visit this blog every day.
I’m really impressed along with your writing
abilities and also with the structure in your weblog.
Is this a paid theme or did you customize it your
self? Either way keep up the nice quality writing, it’s uncommon to peer a nice weblog
like this one nowadays..
Good article. I absolutely love this website.
Continue the good work!
I read this article completely about the comparison of latest and preceding technologies,
it’s awesome article.
Hi! I realize this is sort of off-topic however I had to ask.
Does building a well-established website such as yours require a lot of
work? I’m brand new to writing a blog but I do write in my diary every day.
I’d like to start a blog so I can easily share my experience and thoughts online.
Please let me know if you have any kind of recommendations
or tips for new aspiring bloggers. Appreciate it!
Simply desire to say your article is really as astonishing.
The clarity in your
post is just cool and i could assume you are an expert on this subject.
Well with your permission i want to to seize your Feed
to keep updated
with forthcoming post. Thanks a lot a million and please carry on the
gratifying work.
Good respond in return of the issue with solid arguments and telling all concerning that.
Very good article. I am dealing with some of these issues as well..
Excellent post. I am experiencing a few of these issues as well..
What’s up everyone, it’s my first go to see at this web page, and piece of writing
is truly fruitful in favor of me, keep up posting these types of content.
What a data of un-ambiguity and preserveness of precious knowledge on the topic of unexpected emotions.
This is my first time pay a visit at here and i am really happy
to read everthing at alone place.
I love reading an article that can make men and women think.
Also, thank you for allowing for me to comment!
Awesome website you have here but I was curious about if you knew of any forums that cover the
same topics discussed here? I’d really love
to be a part of online community where I can get responses from other knowledgeable people that share the same
interest. If you have any suggestions, please let me know.
Thanks!
You are so awesome! I do not suppose I’ve truly read a single
thing like that before. So nice to discover somebody with some original thoughts on this issue.
Really.. many thanks for starting this up. This web site is something that’s needed on the web,
someone with a little originality!
Wow, fantastic blog format! How lengthy have you
been blogging for? you make running a blog look easy.
The total glance of your site is fantastic, let alone the content material!
Howdy! I could possibly have sworn I’ve gone to this website before but after checking
through a few of the post I realized it’s a new comer to me.
Nonetheless, I’m definitely delighted I found it and I’ll be
bookmarking and checking back frequently!
Your way of telling all in this article is genuinely pleasant, all be able to effortlessly
be aware of it, Thanks a lot.
Im 13 and i really want to start a blog?
This design is steller! You definitely know how to keep a reader
amused. Between your wit and your videos, I was almost moved to start my own blog (well, almost…HaHa!) Great job.
I really loved what you had to say, and more than that,
how you presented it. Too cool!
I don’t normally comment but I gotta state regards for the post on this special one :D.
Learn what other smart Owners and Managers are doing with their Teams to get through these strange times.
If you own a business, chances are your biggest concerns are about people, process, or profits.
I’ve helped dozens of owners just like you get better results while growing and scaling their business.
Very nice post. I recently came across your weblog and wished to express that I
have truly enjoyed browsing your blog site posts.
Regardless I’ll be subscribing for your rss feed and i also hope you write again soon!
Great information. Lucky me I discovered your
blog by accident (stumbleupon). I’ve bookmarked it for
later!
Very interesting subject , thanks for posting .
First of all I would like to say wonderful blog! I
had a quick question in which I’d like to ask if you don’t mind.
I was interested to know how you center yourself and clear
your head before writing. I have had a tough time clearing my mind in getting my ideas
out there. I truly do enjoy writing but it just seems like the first 10 to 15 minutes are usually
wasted simply just trying to figure out how to begin. Any ideas
or hints? Thank you!
This design is steller! You certainly know how
to keep a reader entertained. Between your wit and your videos, I was almost moved to start my own blog (well, almost…HaHa!) Wonderful job.
I really loved what you had to say, and more than that, how you presented it.
Too cool!
Hello there, I discovered your blog by the use of Google even as
searching for a related matter, your web site came
up, it appears to be like great. I’ve bookmarked it in my google bookmarks.
Hello there, simply turned into alert to your weblog via Google,
and found that it’s truly informative. I’m gonna be careful for brussels.
I’ll appreciate in the event you proceed this in future.
Lots of other people might be benefited out of your writing.
Cheers!
Pretty great post. I simply discovered your weblog and wanted to bring up
that I’ve truly enjoyed surfing around your blog posts. In fact I am going to be subscribing for your feed and I’m hoping you write once again soon!
Askіng questions are genuinely nice thing if үoou are not understаnding
sometһing totally, exdept this post presents nice understanding yеt.
The things i do not understood is the truth is how you’re no longer really a lot
more neatly-preferred than you may be today. You might be so intelligent.
You know thus significantly in relation to this subject, produced me individually imagine it from so many varied angles.
Its like men and women don’t are involved unless it’s something to accomplish with Woman gaga!
Your very own stuffs nice. Always handle it up!
Hey! Do you use Twitter? I’d like to follow you if that would be ok. I’m definitely enjoying your blog and look forward to new posts.
Thank you for some other informative site. Where else could I am getting that kind of info written in such an ideal method? I have a undertaking that I’m simply now working on, and I’ve been at the look out for such info.
Thank you.
King regards,
Thompson Henneberg
great post
perfect
so useful bro
factors produced BURR in steel slitting
great post
BURR in steel slitting
produced BURR in steel slitting
what is the best roll forming
good information about slitting line
so great post
BURR in steel slitting
great bro
fantastic so nice
useful information
so great bro
great bro
useful information
help essay
essay writing
essay writing my friend
the best research paper
personal essay for college
writing argumentative
BURR in steel slitting
Hi, cool video to watch
prescription
perfect
great
\guide to write an essay\
BURR in steel slitting?
Good material. Appreciate it!